رول پرس

بورس ابزار پرس برک ، فروش ابزار برک ، فروش ابزار پانچ CNC
آقای حمزه علیزاده
+++ شرکت صنعت کاسپین +++
فروش ابزار پرس بریک
فروش ابزار پانچ
فروش ابزار پانچ CNC
بورس ابزار پرس برک
بورس ابزار پانچ
تهیه و تامین ماشین آلات ورق کاری
تهیه و تامین ابزار پرس برک
تهیه و تامین ابزار پانچ CNC
شرکت صنعت کاسپین تهیه و توزیع ابزار برک ، تهیه و توزیع ابزار پرس بریک ، تهیه و توزیع قالب خم ، تهیه و توزیع تیغه برک ، تهیه و توزیع قالب پانچ ، تهیه و توزیع سنبه و ماتریس
نماینده Rolleri ایتالیا جهت ابزار پرس برک(خم) پانچ، و قطعات مصرفی لیزر
نماینده Inanlar ترکیه تولید کننده دستگاه پرس برک ( خم کن) ، قیچی (گیوتین)
نماینده Prima power ایتالیا تولید کننده انواع ماشین آلات ورقکاری
نماینده انحصاری Biemmeti ایتالیا
نماینده انحصاری Primapower پریما پاور ایتالیا
تماینده انحصاری rolleri رولری ایتالیا
تهیه و تامین ماشین های ترکیبی پانچ قیچی
تهیه و تامین ماشین های ترکیبی پانچ لیزر
تهیه و تامین ماشین های ترکیبی فایبر لیزر
تهیه و تامین ماشین های ترکیبی پنل بندر
تهیه و تامین ماشین های ترکیبی پانچ پرس پریک
تهیه و تامین ماشین های ترکیبی بست افزارهای پرس بریک
تهیه و تامین تیغه های قیچی
klhdkni
تهیه و تامین ابزار ماشین پانچ CNC
تهیه و تامین محصولات Rol system
تهیه و تامین محصولات promcam Amada type
تهیه و تامین محصولات Trumpt wila type
تهیه و تامین محصولات Beyeler Type
تهیه و تامین محصولات LVD wila type
تهیه و تامین محصولات special tools
تهیه و تامین محصولات Accessories
تهیه و تامین محصولات Retroftting
تهیه و توزیع ماشین های پانچ CNC سی ان سی
______________________________
02126912185
09123881085
1400/12/11 7:30:02
تولید کننده مگنت ماشین الات خوراک دام وطیور
ابراهیم رفیعی
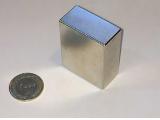
مگنت
یکی از جدی ترین آسیب هایی که به پلت،دای و دیگر قطعات پرس پلت وارد میشود،ورود اجسام فلزی و خارجی به درون آسیاب و پرس پلت می باشد که درصورت عدم جلوگیری از انها آسیب جدی به چکش،توری،آسیاب و همچنین به دای و رولر وارد میگردد.
زمانیکه آهن یا جسم خارجی داخل پلت می افتد باعث گرفته شدن سوراخ های دای و درنهایت آسیب به دای و رولر میگردد بایستی در مسیر قبل از ورود نهاده ها به آسیاب و قبل از ورود خوراک به پلت مگنت نئودیمیوم که مختص کارخانجات خوراک دام و طیور می باشد استفاده کرد.
دارای گارانتی
البرز صنعت
09122570180
09122570180
09122570180
1400/11/8 19:37:53

تولید کننده کلیه قطعات ماشین آلات تولید خوراک دام و طیور
اقای رفیعی
تولید کننده کلیه قطعات ماشین آلات تولید خوراک دام و طیور
ماشین سازی البرز صنعت
تهیه و تولید کلیه قطعات ماشین آلات تولید خوراک دام و طیور
عمده خدمات جانبی این قبیل کارخانجات ( بازسازی دای، فروش دای استیل خارجی. ساخت پوسته رولر پلت و متعلقات، تولید انواع چکش آسیاب و توری آسیاب و .. )
تلفن همراه : 09122570180
تلفن ثابت : 02634343564
ایمیل alborz.sanat.co94@gmail.com
آدرس سایت: https://alborz-sanat.ir/
اینستاگرام:
https://instagram.com/alborzsanat_co?utm_medium=copy_link
نام و نام خانوادگی ابراهیم رفیعی
نام واحد تجاری البرز صنعت
استان البرز
شهر کرج
امکانات مشاوره رایگان
آدرس کیلومتر 10 جاده قدیم کرج هشتگرد. شهر گلسار
توری آسیاب چکشی
خرید ماشین آلات تولید خوراک دام و طیور
خط تولید خوراک دام دست دوم
خط تولید خوراک دام فروشی
دستگاه پلت خوراک دام دیوار
دستگاه تولید خوراک گاو
سازنده ماشین آلات کارخانجات خوراک دام و طیور
شرکت البرز صنعت
شرکت کنندگان نمایشگاه دام و طیور 1400
شرکت ماشین سازی
شغل فروش خوراک دام و طیور
طرح تولید خوراک دام
فیلم تولید خوراک دام
قطعات آسیاب چکشی
قیمت توری آسیاب
قیمت خط تولید خوراک دام و طیور
قیمت دستگاه تولید خوراک دام و طیور
کارگاه کوچک تولید خوراک دام و طیور
ماشین آلات خط تولید خوراک دام و طیور
ماشین سازی البرز
مواد اولیه تولید خوراک دام و طیو
02634343564
09122570180
1400/10/28 18:59:46
فروش یونیت پرس پلت
اقای رفیعی
فروش یونیت پرس پلت
در انواع ابعاد و تیپها: … , ۶۰۰ , ۵۸۰ , ۵۰۸ , ۴۲۰ , ۳۵۰ , ۲۵۰ و غیره
یونیت کامل شامل: پوسته رولر ، شفت لنگ با کارکرد بالا ، بلبرینگهای ژاپنی ، گردگیر بیرونی ، کاسه نمد ، مهره چاکنت، واشر خورشیدی، خارهای چشمی داخل یونیت، و همچنین پر شده از گریس نسوز خوراکی .( که هر کدام بصورت جداگانه نیز قابل ساخت و فروش میباشد)
یونیتهای سفارشی مشتریان مطابق استاندادهای جهانی با طراحی جدید آب بندی صورت میگیرد که باعث به حداقل رساندن خرابی بلبرینگها و جلوگیری از گریپاژ کردن یونیتها میگردد.
کلیه سفارشات مطابق با استانداردهای جهانی با طراحی جدید آب بندی صورت میگیرد.
09122570180
09122570180
09122570180
1400/10/28 18:58:03

طراحی، ساخت و نصب کارخانجات تصفیه روغن کارکرده، کارخانه تولید انواع گریس، کارخانه تولید انواع روغن بلندینگ فرمولاسیونی خودرو و صنعتی، تصفیه مازوت، کارخانه تولید بنزین پیرولیز، مینی پالایشگاه های تصفیه نفت خام و تولید بنزین ، گازوییل نفت و کارخانه های
گروه ساخت و نصب سبز پالایش ایرانیان F & I , Grean Refining Iranians Group ( FIGRIG)
طراحی و اجرای کلید در دست پروژه کارخانه تصفیه روغنهای صنعتی کارکرده ( روغن سوخته ) ، تولید روغن بلندینگ فرمولاسیونی، تولید انواع گریس، تولید بنزین پیرولیز، تصفیه مازوت و تولید گازوییل، تصفیه نفت خام و تولید انواع فرآورده های سوخت مانند بنزین ، گازوییل ، نفت سفید و مازوت، بازیافت لجن اسیدی بصورت قیر و ....
این گروه با دراختیار داشتن امکانات فنی مهندسی ، کارگاهی و تیم زبده و کامل اجرایی با بیش از 30 سال سابقه کار مفید ، طراحی و اجرای ده ها طرح بزرگ صنعتی در سرتاسر ایران و کشورهای همسایه ، آمادگی کامل جهت طراحی و اجرای پروژه های صنعتی زیر با بهترین کیفیت و بازدهی را بصورت کلید در دست یا فاز بندی، دارد :
1- پروژه های تصفیه روغن های صنعتی کارکرده ( ضایعاتی ) با روش جذب سطحی توسط خاک جاذب مطابق استانداردهای ایران
2- پروژه تولید انواع روغن خودرو و سایر روغنهای صنعتی با بلندینگ فرمولاسیون روغن پایه مطابق استانداردهای ایران
3- پروژه تولید انواع گریس صنعتی و گریس نسوز
4- پروژه تولید بنزین با روش پیرولیز از ضایعات پتروشیمیائی
5- پروژه تصفیه مازوت و تولید گازوییل و برشهای سبک
6- طرح پالایش نفت خام و تولید انواع فرآورده های سوخت بنزین، گازوییل ، نفت سفید و مازوت
7- طرح های بازیابی لجن های اسیدی ناشی از فرآیندهای مختلف و تولید قیر
بعلاوه "گروه ساخت و نصب سبز پالایش ایرانیان" امکان طراحی و ساخت انواع تجهیزات زیر با بهترین کیفیت ، پایین ترین قیمت را در حداقل زمان ممکن داراست :
1- طراحی و ساخت انواع دیگ بخار
2- طراحی و ساخت بویلر تحت فشار روغن
3- طراحی و ساخت برج تقطیر اول و تقطیر دوم تصفیه روغن های صنعتی کارکرده
4- طراحی و ساخت انواع فیلتر پرس
5- طراحی و ساخت انواع میکسر،کوپلینگ، شافت ، پروانه و متعلقات
6- طراحی و ساخت انواع مبدلهای حرارتی پوسته لوله ای
7- طراحی و ساخت انواع مخازن رسیور
8- طراحی و ساخت راکتورهای تولید گریس و بلندینگ روغنهای صنعتی
9- طراحی و ساخت مخازن بزرگ ذخیره مواد اولیه و محصولات تولیدی
10- امکان طراحی و ساخت انواع تجهیزات صنایع شیمیائی ، پالایش نفت و فرآورده های شیمیائی
خدمات مهندسی و اجرایی "گروه ساخت و نصب سبز پالایش ایرانیان" شامل موارد زیر است :
1- انجام محاسبات فنی مهندسی و تهیه نقشه های تجهیزات و نقشه های اجرایی کارخانه
2- ارائه فرمولاسیون و دانش فنی هر پروژه
3- نظارت بر کلیه امور عمرانی و فنداسیون های پروژه
4- طراحی ، ساخت و نصب استراکچرهای فلزی کارخانه
5- نصب کلیه تجهیزات ثابت و دوار
6- طراحی و اجرای لوله کشی ، اتصالات و پمپاژ تجهیزات کارخانه
7- ساخت و اجرای ساپورتها و پایپ راکها
8- نظارت بر اجرای کلیه موارد برق و ابزار دقیق پروژه
9- اجرای تاسیسات حرارتی و جانبی پروژه
10- ساخت کلیه تجهیزات در کارگاه تهران یا محل پروژه
11- انجام مراحل پیش راه اندازی و راه اندازی اولیه کارخانه
12- آموزش پرسنل تولید و تاسیسات
13- تولید آزمایشی چند بچ محصول و تحویل ظرفیت طبق قرار داد
--------------------------------------------------------------------------------------
اطلاعات تماس :
گروه ساخت و نصب سبز پالایش ایرانیان ( FIGRIG) F & I , Grean Refining Iranians Group
مدیر فنی مهندسی : 09132214157 ( عابدی )
فکس : 03153241015
ایمیل : javadabedi@yahoo.com
09132214157
09132214157
1400/10/20 16:05:36

ماشین ودستگاه پلی یورتان
پیام نیازی
شرکت پرسان صنعت گستر قادر به واردات و ساخت ماشین الات تولید اسفنج قالبی وکانوایر ساخت دستگاه برش تیغه ای میز گردورفت وبرگشتی ساخت دستگاه بغل بر ساخت دستگاه رول برولمینت ساخت دستگاه برش المنتی ساخت دستگاه تزریق فوم سرد ساخت دستگاه کرشر جهت گازگیری فوم ساخت انواع قالب فوم
دستگاه تزریق فوم سرد:جهت تولید فوم مبلی و ریجید تا 1 کیلو گرم در ثانیه با دو مخزن دو جداره مخزن شستشو کنترلplcسیستم گرمایش و سرمایش اتوماتیک گردش مواد ایام تعطیل قابلیت تا 100 برنامه پرکن اتوماتیک همزن برای مخازن ایزو وپلی
دستگاه برش تیغه ای رفت و برگشی برای مغازه ها و فروشگاهها که محدودیت فضا وجود دارد قابل استفاده میباشد که دارای اره فلکه ای ومیز قابل رفت وبرگشت میباشد و قابلیت برش از 5میلیمتر تا70 سانتیمتر را دارد کلیه برشها بصورت اتوماتیک میباشد
دستگاه برش با میز گرد:در چند مدل 6متری 9متری و11متری مخصوص کارخانجات در جاهاییکه حجم برش بالایی دارند استفاه میگردد
کانوایر:در دو مدل1متری2متری جهت تولید اسفنج از دانسیته 10 تا 40
09123111288----02156713601----پیام نیازی
09123111288
09123111288
1400/8/29 9:49:19

پلی یورتان
پیام نیازی
ماشین آلات ( دستگاه تزریق پلی یورتان )
فناوری تولید قطعات پلی یورتانی (دستگاه تزریق پلی یورتان)
بر خلاف تولید کامل قطعات و یا محصولات نیمه تمام توسط وسایل فیزیکی، اولین مرحله در تولید پلی یورتان شامل یک واکنش شیمیایی می باشد که در این مرحله از تولید رخ می دهد. تجهیزات تولید با ضریب اطمینان بالایی برای به انجام رساندن این مرحله مهم در دسترس می باشد. شروع می کنیم از تکنولوژی دستگاه تزریق پلی یورتان فشار پایین و فشار بالا، این مقاله به صورت خلاصه در مورد لوازم استفاده شده مورد نیاز این دستگاه بحث می کند. روش های متعدد بسیاری در تکنولوژی این سیستم به صورت پیوسته یا ناپیوسته طبقه بندی شده اند.
نمونه ای از دستگاه های تزریق فشار پایین و فشاربالای قطعات پلی یورتانی
نمونه ای از دستگاه های تزریق فشار پایین و فشاربالای قطعات پلی یورتانی
تولید کنندگان فوم های پلی یورتان معمولا یک محصول مایع مانند پلی ال ها یا پلی ایزوسیانت ها یا مواد دارای فرمول های مشخص دیگری را دریافت می کنند. سپس آنها را طی واکنش های شیمیایی به فوم های پلی یورتانی یا سایر محصولات پلی یورتانی تبدیل می کنند. فرایندها بر روی پلی ال ها و پلی ایزو سیانت ها و مواد افزودنی که مطابق دستورالعمل خاص ترکیب و گنجانده شده است انجام می گیرد.
این تکنولوژی و دستگاه های آن در ابتدا توسط کمپانی بایر در شهر لورکوزن آلمان توسعه داده شد. پس از آن بسیاری از شرکت ها دستگاه هایی را برای برنامه های کاربردی مهم طراحی کردند که بر اساس شیمی پلی یورتان پایه گذاری شده اند.
فرایند واکنش اختلاطی فوم شدن پلی یورتان، واکنش قالب گیری تزریقی (RIM) نامیده می شود. با بکاربردن این فرایند، هم فوم با پوسته متراکم (فوم پوسته اینتگرال) و جدا نشدنی و هم فوم های متخلل که دارای تخلخل بسیار ریز هستند و تقربیا جامد می باشند را می توان در یک زمان بسیار کوتاه تولید کرد. اصطلاح واکنش قالب گیری تزریقی تقویت شده به فرایند تولید هنگامی که دانه های ریز، تکه های کوچک و یا فیبر جهت اصلاح خواص پلی یورتان اضافه می شود گفته می شود که در اصطلاح کامپوزیت های پلی یورتانی هم نامیده می شوند.
تکنولوژی اندازه گیری و اختلاط
دو جزء اولیه و اصلی (پلی ال و پلی ایزوسیانات) از تانک های تغدیه به ظروف کاری که مخازن تغذیه ( مخازن روز) نامیده می شوند انتقال می یابند. در اغلب موارد در سیستم های فرایند تولید دو جزء، تمام مواد افزودنی مانند فعال کننده ها، تثبیت کننده ها، مواد مقاوم در برابر شعله، رنگدانه ها و مانند آنها که جهت انجام واکنش ضروری می باشند در دو جزء اصلی (بیشتر در جزء پلی ال) موجود است. گرچه این امکان وجود دارد که ایستگاه های اختلاطی وجود داشته باشد که مواد افزودنی را به طور مستقیم به خطوط متصل به پمپ های اندازه گیری تزریق کند . پمپ های اندازه گیری اجزاء و مواد را از تانک های تزریق با نسبت های دقیق به کلگی اختلاط منتقل می کند. این مخلوط سپس از کلگی اختلاط به هر دو قالب باز و یا توسط یک سیستم رونده به حفره ها یا سوراخ های قالب بسته روانه می شود. هنگامی که زمان واکنش سپری شد قطعه پایانی قالب گیری تولید شده و یا محصولات نیمه تمام تکمیل شده اند.
دستگاه های تزریق فشار پایین قطعات پلی یورتانی
شکل ۱ چرخه دوباره اجزاء را نشان می دهد. دریچه های کنترل، تزریق همزمان اجزاء را به همزن مجهز به محفظه اختلاط، تضمین می کند. پس از پر کردن کامل، تمامی مخلوط های باقی مانده بایستی از محفظه اختلاط توسط هوای فشرده و یا با فشار ریختن آب (در ایران بیشتر از محلول متیلن کلراید برای شستشو دستگاه های تزریق فشار پایین پلی یورتان استفاده می شود) تمیز شوند. سیستم های فوم پلی یورتانی که واکنش پذیری کمی دارند می توانند در فشار اتمسفر در قالب های باز تولید شوند. برای این منظور دستگاه های کم فشار ساده و نیرومند هنوز دارای اهمیت علمی می باشند و با دقت کافی عمل می کنند. در سال های اخیر سیستم های اندازه گیری فشار پایین کوچک که قطعاتی به کوچکی نیم گرم در شرایط ناپیوسته تولید می کنند به بازار معرفی شده است.
دستگاه تزریق فشار پایین پلی یورتان
شکل ۱) نمایی از دستگاه های فشار پایین (a: مخزن تغذیه ، b: پمپ های اندازه گیری، c: موتور مبدل فرکانس، d: وسایل کنترل e: همزن مجهز به محفظه اختلاط M: موتور محرک
دستگاه های تزریق فشار بالا قطعات پلی یورتانی
سیستم های چرخشی روش کار کردن دستگاه های فشار بالا را برای سال های زیادی بیان می کند. قبل از چرخه اختلاط و پر کردن، اجزاء و مواد در یک مقدار مشخص در فشار مورد نیاز برای تزریق به گردش در می آید. به طور قطع اجزاء کنترل حرکت از حالت چرخشی به حالت تزریق تغییر کرده و سپس به حالت چرخشی با فشار بالا در کلگی اختلاط بر می گردند. مخلوط حاصل از واکنش که در کلگی اختلاط بعد از پر کردن قالب باقی می ماند توسط سیستم هوای فشرده و یا پیستون تمیز کننده، پاکسازی می گردد.
شکل 2) نمایی از دستگاه های با فشار بالا همراه با سیستم چرخشی (a: مخزن تغذیه ، b: پمپ های اندازه گیری، c: کلگی اختلاط، d: شیر اطمینان e: گلویی چرخش f: شیر چرخشی فشار پایین g: فیلتر h: نیروی محرکه آب جهت کلگی اختلاط M: موتور محرک
شکل ۲) نمایی از دستگاه های با فشار بالا همراه با سیستم چرخشی (a: مخزن تغذیه ، b: پمپ های اندازه گیری، c: کلگی اختلاط، d: شیر اطمینان e: گلویی چرخش f: شیر چرخشی فشار پایین g: فیلتر h: نیروی محرکه آب جهت کلگی اختلاط M: موتور محرک
در دستگاه های با فشار بالای مدرن، جریان با فشار پایین جهت همگن و یکسان سازی، کنترل دما و خالی کردن تمام خطوط، میسر می باشد.
این امر این امکان را فراهم می کند که دمای اندازه گیری کل و دمای سیستم چرخشی، تحت شرایط مطلوب از لحاظ انرژی در طی زمان توقف کار، تثبیت شود و همچنین از تهنشینی مواد پرکننده جلوگیری می کند.
مواد اولیه آورده شده و در تانک های تغذیه نگهداری می شوند. (شکل ۳) که این امر تحت شرایط با کنترل دمای دقیق می باشد. هر نوسان دمایی، مخصوصا در پلی ال ها باعث تغییر در چگالی می گردد که به نوبه خود موجب ایجاد مشکل در فرایند بعدی می شود. به همین علت تانک های تغذیه دارای دیواره ۲ جداره می باشند.
شکل 3) نمایی از کنترل دما در تانک تغذیه (a: تانک تغذیه b: دیوار 2 جداره c: واحد سرمایش یا گرمایش d: پمپ e: شیرهای با دبی زیاد f: خط تامین پمپ های اندازه گیری g: خط برگشت h: خط یدکی از تانک تغذیه I: صفحه مبدل گرما M: موتور محرک)
شکل ۳) نمایی از کنترل دما در تانک تغذیه (a: تانک تغذیه b: دیوار ۲ جداره c: واحد سرمایش یا گرمایش d: پمپ e: شیرهای با دبی زیاد f: خط تامین پمپ های اندازه گیری g: خط برگشت h: خط یدکی از تانک تغذیه I: صفحه مبدل گرما M: موتور محرک)
از آنجاییکه تبادل گرمایی بین دیواره تانک و محتویات تانک، ملایم و تحت شرایط جریان آرام در تانک تغذیه می باشد، همزن ( وغالبا مدار کنترل دمای خاص) دمای مطلوب را جهت فرایند به طور دقیق تضمین می کند. پمپ های اندازه گیری از تانک های تغذیه تامین می گردند با توجه به این طرز تفکر، مخازن تغذیه عموما به صورت مخازن تحت فشار طراحی می گردند. (که معمولا توسط هوای خشک فشرده در بالای مایع درون تانک فراهم می گردد.) بنابراین اجزاء تحت یک فشار معین به درون پمپ های اندازه گیری جریان می یابند.
توزین (وزن کشی) اجزاء در ماشین های تزریق پلی یورتان
توزین (وزن کشی) اجزاء بایستی در نسبت مناسب بایستی تکرار شود و درجه بالایی از دقت رخ دهد. پمپ های با دقت بالا بایستی در دستگاه هایی که با فشار بالا و فشار پایین کار می کنند بکار گرفته شوند. انواع مختلفی از پمپ ها برای استفاده یافت می شوند ولی تعداد کمی از آنها از نمونه مورد بحث پیروی می کند.
پمپ های دنده ای خارجی جهت بکار بردن در دستگاه های فشار پایین ترجیح داده می شوند. هنگامی که این پمپ ها استفاده می شوند بایستی به تلفات حاصل از نشت که موجب کاهش چگالی و افزایش فشار برگشتی می شود توجه شود. به علاوه هنگامی که به عنوان پمپ های سنجش و اندازه گیری استفاده می شوند آنها (همراه با پمپ های پیچشی) به عنوان پمپ های چرخشی استفاده می شوند. برای نرخ های توزیع ۱۲ تا ۱۵۰ لیتر در دقیقه پمپ های پیستونی محوری کم صدا و بدون شیر استفاده می شوند.
شکل 4) پمپ پیستونی محوری (a: محور (میله) محرک b: صفحه محرک c: پیستون d: ظرف استوانه ای شکل (بشکه) e: صفحه کنترل f: زاویه تنظیم
شکل ۴) پمپ پیستونی محوری (a: محور (میله) محرک b: صفحه محرک c: پیستون d: ظرف استوانه ای شکل (بشکه) e: صفحه کنترل f: زاویه تنظیم
مهمترین محدودیت پمپ های پیستونی محوری، گاهی ویسکوزیته بالای مایعی است که در فرایند به کار می رود به علاوه اینکه هیچ ماده ساینده ای نمی تواند در مایع پرکننده وجود داشته باشد. به همین دلیل وسایل اندازه گیری از نوع سیلندری (که پمپ های پلانجری یا رفت و برگشتی نامیده می شود.) برای فرایند RIM ترجیح داده می شود.
شکل 5) سیستم توزین در پمپ های هیدرولیک مجزا a:واحد کنترل الکترونیک b:استپر موتور c: تقویت کننده خطی های هیدرولیکی با پیستون سیلندر هیدرولیک d: میله پیستون هیدرولیک e: پیستون های اندازه گیری f: سیلندرهای اندازه گیری g: شیر قطع خط مکش h: شیر قطع خط فشار
شکل ۵) سیستم توزین در پمپ های هیدرولیک مجزا a:واحد کنترل الکترونیک b:استپر موتور c: تقویت کننده خطی های هیدرولیکی با پیستون سیلندر هیدرولیک d: میله پیستون هیدرولیک e: پیستون های اندازه گیری f: سیلندرهای اندازه گیری g: شیر قطع خط مکش h: شیر قطع خط فشار
پمپ های تک زمانه می توانند توسط موتورهای پله ای ، تقویت کننده خطی جریان یا وسایل هیدرولیکی- الکتریکی ( شکل ۵) به حرکت درآیند. در سال های اخیر بازار شروع به ارائه پمپ های الکتریکی پلانجری (رفت و برگشتی) کرده است.
* دستگاه های تزریق پلی یورتان انواع بسیار زیادی دادند که در این مختصر به معرفی دو نوع از این دستگاه ها پرداختیم.
*شرکت پرسان صنعت گستر
سارنده انواع ماشین الات تزریق فوم پلی یورتان
09123111288----02156713601
56713601
09123111288
1400/8/29 9:48:59

دستگاه پلی یورتان
کارگروه آموزش و بنیان صنایع
تجهیزات تولید فوم پلی یورتان
1Polyurethane Foaming Machine
به عنوان اولین مطلب، تجهیزات تولید فوم، بسته به فشار مواد شیمیایی که به محفظه یا سر میکسر وارد می¬شوند، به دو نوع فشار پایین یا فشار بالا طبقه ¬بندی می ¬شوند.
فشارهای پایین، معمولاً 50 –200psi (345-1379kPa) هستند و فشارهای بالا، 1000-3500psi (6.9-24.1MPa) در نظر گرفته می¬شوند. برخی دستگاه¬ ها به ویژه آن هایی که برای تولید فوم slab مورد استفاده قرار می¬ گیرند، به صورت هیبریدی هستند و از پمپ¬ های فشار پایین روی برخی از جریان ¬ها و پمپ¬ های فشار بالا روی جریان¬ های دیگر بهره می¬ گیرند. نوع دستگاه انتخابی، به نوع فوم، حجم فوم و مهارت کارکنان بستگی دارد. دستگاه¬ های فشار بالا نیازمند اپراتورها و پرسنل نگهداری با مهارت فنی بالاتر هستند. مستقل از تکنیک مورداستفاده، مولفه ¬های متعددی در تولید فوم موثر مورد نیاز است:
منبع مواد خام
واحدهای اندازه¬گیری
سرهای میکسر
سیستم کنترل دما
سیستم کنترل فرایند تجهیزات تولید فوم پلی یورتان
Polyurethane Foaming Machine 1
به عنوان اولین مطلب، تجهیزات تولید فوم، بسته به فشار مواد شیمیایی که به محفظه یا سر میکسر وارد می¬شوند، به دو نوع فشار پایین یا فشار بالا طبقه ¬بندی می ¬شوند.
فشارهای پایین، معمولاً 50 –200psi (345-1379kPa) هستند و فشارهای بالا، 1000-3500psi (6.9-24.1MPa) در نظر گرفته می¬شوند. برخی دستگاه¬ ها به ویژه آن هایی که برای تولید فوم slab مورد استفاده قرار می¬ گیرند، به صورت هیبریدی هستند و از پمپ¬ های فشار پایین روی برخی از جریان ¬ها و پمپ¬ های فشار بالا روی جریان¬ های دیگر بهره می¬ گیرند. نوع دستگاه انتخابی، به نوع فوم، حجم فوم و مهارت کارکنان بستگی دارد. دستگاه¬ های فشار بالا نیازمند اپراتورها و پرسنل نگهداری با مهارت فنی بالاتر هستند. مستقل از تکنیک مورداستفاده، مولفه ¬های متعددی در تولید فوم موثر مورد نیاز است:
منبع مواد خام
واحدهای اندازه¬گیری
سرهای میکسر
سیستم کنترل دما
سیستم کنترل فرایند
منبع مواد خام
منبع مواد خام، مخازن انتقال تهیه شده از تامین¬ کننده مواد شیمیایی، مخازن ذخیره خانگی، مخازن میکسر و مخازن تغذیه یا مخازن روزانه برای ماشین فوم هستند. در برخی موارد، یک مخزن معین می ¬تواند دو یا چند منظوره عمل کند. انتقال از تامین¬ کننده، با واگن، کامیون مخزنی، کیسه¬ های پلاستیکی در تریلر، سطل¬ های مستطیلی و استوانه ¬ای صورت می¬ گیرد.
زمانی که انتقال از طریق مخازن عظیم انجام شود، مواد به مخازن بزرگ خانگی منتقل می¬ شوند. مدیریت این مولفه¬ ها بستگی به الزامات شیمیایی مانند حفظ دما یا همزنی دارد. ایزوسیانات¬ ها در شرایط بدون رطوبت ذخیره می ¬شوند تا از واکنش¬ های نامطلوب جلوگیری شود. برخی از ایزوسیانات ¬ها نیازمند گرمایش هستند تا سولفیدزایی صورت نگیرد.
در دستگاه¬ های تولید slab stock، مواد معمولاً به صورت مستقیم از مکان ذخیره ¬سازی به پمپ ¬های اندازه¬ گیری منتقل می -شوند. در دستگاه¬ های دیگر، مواد به مخازن تهویه¬ دار واسط یا مخازن روزانه در دستگاه فوم منتقل می¬ شوند تا شرایط دمایی و تهویه مواد بهتر باشد. مشخصات مخازن روزانه با توجه به سازنده دستگاه متغیر است و شامل مخازن یک جداره و دو جداره با صفحات یا سیم ¬پیچ¬ های کنترل دمای داخلی، عایق ¬بندی، همزن¬ ها و ابزاری برای چرخش مجدد یا بدون این موارد است. مخازن می ¬توانند تحت فشار یا بدون فشار باشند. مواد ساخت¬ وساز بستگی به مشخصات آن مولفه دارند اما مخازن معمولاً از فولاد کربنی ساخته می ¬شوند که اگر ماده خورنده باشد، پوشش داخلی فنولیک یا اپوکسی دارند. مخازن فولاد ضدزنگ در کاربردهای خاص به کار گرفته می¬شوند. سیستم¬های تمام خودکار معمولاً برای اطمینان از تهویه مناسب اجزاء به کار گرفته می¬ شوند.
واحدهای اندازه¬ گیری
واحدهای اندازه ¬گیری، می¬ توانند فشار بالا یا فشار پایین باشند. مستقل از این طبقه ¬بندی، واحدها باید انتقال و نگهداری را با دقت بالا در محدوده ±1% انجام دهند. دستگاه¬ های فشار پایین می¬ توانند هر تعداد مولفه جداگانه که برای فرمولاسیون موردنیاز است را مدیریت کنند در حالی که واحدهای فشار بالا تنها به دو یا سه مولفه محدود می¬ شوند مگر اینکه اقدامات خاصی انجام شده باشد.
محدوده ظرفیت خروجی از چند اونس یا میلی¬ متر بر ثانیه برای کاربرد هایی مانند واشرهایی که درجا پر می¬ شوند تا 1000lb/min (454kg/min) یا بیشتر برای بخش¬ های قالب¬ گیری بزرگ یا تولید قطعاتslab stock هستند. در دستگاه¬ هایی که برای تزریق دوره¬ای به کار می ¬روند، انتقال دقیق مواد در طول تزریق موردنیاز است. در دستگاه¬ های تزریق پیوسته، توانایی چرخش مجدد یک امر ضروری است.
دستگاه¬های فشار پایین
دستگاه¬های فشار پایین معمولاً پمپ¬ های دنده¬ای دقیقی دارند. اگر پرکننده¬های خورنده در فرمولاسیون فوم مورد استفاده قرار گیرند، پمپ¬ هایی با طراحی دقیق موردنیاز خواهند بود. برای حذف مشکلاتی مانند نشت از درزها و کنترل¬ های محیطی، پمپ¬ های ایزوسیانات، سیستم¬ های جفت¬شده محرکه مغناطیسی دارند. محرک¬ های پمپ مختلف، واحدهای محرکه مستقیم با موتورهای AC فرکانس متغیر یا DC، موتورهای دنده¬ای، محرکه¬ های زنجیری با چرخ ¬دنده¬ های قابل تعویض برای تنظیم خارجی، دنباله¬ های چرخ دنده، یا محرکه ¬های قرقره¬ای قدرت دارند. ماشین¬ های پرتوان ممکن است به صورت ترکیبی باشند (با پمپ¬های فشار بالا و پایین) تا دقت بهتری در اندازه¬ گیری مولفه¬ های خاص حاصل شود.
در دستگاه¬ های تولید قطعات slab، توانایی ایجاد جریان¬ های مختلف وجود دارد اما همه جریان¬ ها نباید به صورت همزمان فعال باشند. این سیستم¬ ها امکان تغییر فرمولاسیون سریع را به وجود می¬ آورند تا زمان تغییر کاهش یابد و زوائد حذف شوند. در دستگاه¬ های تزریق، روند کار به صورت کمینه ¬سازی جریان و در نتیجه حذف مشکلات مربوط به عملیات¬ های روشن و خاموش سازی است.
دستگاه ¬های فشار بالا
دستگاه ¬های فشار بالا، معمولاً دستگاه ¬های قالب¬ گیری تزریقی واکنشی، مخلوط ¬سازی ضرب ه¬ای (RIM)، یا مخلوط¬ سازی ضرب ه¬ای فشار بالا (HPIM) نامیده می ¬شوند. این اصطلاحات که در اوایل دهه 1970 ایجاد شده¬ اند به سیستم¬ هایی اطلاق می¬شوند که مخلوط ¬سازی مولفه¬ های آنها از طریق برخورد جریان مولفه¬ ها با فشار بالا بدون همزن¬ های مکانیکی صورت گیرد. عبارت دیگر، مخلوط¬ سازی تزریق مایع (LIM) برای یورتان¬ ها به کار برده می¬شود؛ با این وجود این عبارت توسط جنرال الکتریک برای سیستم ¬های لاستیکی سیلیکونی مایع مورد استفاده قرار گرفته است. در حالی که ماشین ¬های LIM معمولاً به عنوان دستگاه¬ های تزریق شاتی در نظر گرفته می¬ شوند، اما برای کاربردهای تزریق پیوسته مانند تولید پانل فوم سخت(ریجید) ورق ه¬ای نیز مورد استفاده قرار می¬ گیرند.
دو نوع اندازه ¬گیری فشار بالا وجود دارد: پمپ و سیلندر.
سیستم¬ های اندازه¬ گیری پمپی:
این نوع سیستم ¬ها از پمپ¬ های پیستونی درون خطی، شعاعی یا محوری با دقت بالا بهره می¬ گیرند و قادر به ایجاد فشارهای موردنیاز هستند. این سیستم ¬ها، نسخه ¬های اصلاح شده از پمپ¬هایی هستند که برای خدمات¬ رسانی در سوخت یا روغن هیدرولیک به کار می¬ روند، به علت تلورانس نزدیک و نوع مواد ساخت¬ وساز، این پمپ¬ ها برای مواد ذره¬ای خورنده مانند فیبرهای شیشه¬ ای یا مواد معدنی مورد استفاده قرار نمی¬ گیرند. مواد با ویسکوزیته بسیار بالا را نیز نمی ¬توانند به خوبی مدیریت کنند زیرا پمپ¬ها اساساً هیچ توانایی مکشی ندارند و روزنه¬ های بسیار کوچکی دارند.
حد ویسکوزیته بیشینه اسمی برای این پمپ¬ها، 2000 سانتی¬پواز (cP) در دمای عملیاتی است. با استفاده از پمپ¬های تقویت¬کنده می¬توان ویسکوزیته¬های بالاتر را نیز مدیریت کرد. پمپ¬های اندازه¬گیری می¬توانند از نوع خروجی ثابت یا قابل تنظیم باشند. سیستم¬های محرکه مختلف مورد استفاده قرار می¬ گیرند و می¬توان خروجی را به صورت دستی از طریق موتورهای DC یا AC فرکانس متغیر یا سیستم ¬های سروو تغییر داد. شکل 1 شماتیک از یک دستگاه فشار بالا را نشان می¬دهد که مخازن روزانه دو جداره برای کنترل دما دارد.
Polyurethane Foaming Machine 2
واحدهای اندازه¬گیری سیلندری:
دستگاه ¬هایRIM تقویت¬ شده (RRIM) سیلندرهاییه نمی ¬شود. سیلندرها را می¬توان به صورت مستقل یا به کمک سیلندرهای کمکی به حرکت در میاید
Polyurethane Foaming Machine 3
تجهیزات فوم¬ سازی
برای کاهش هزینه، دستگاه تنها یک سیلندر برای اندازه ¬گیری مولفه ¬های خورنده دارد در حالی که پمپ اندازه¬ گیری، مولفه ¬های غیرخورنده را مدیریت می¬ کند. اگرچه فشارهای عملیاتی برای دستگاه¬ های سیلندری معمولاً از همان مرتبه پمپ¬ های اندازه¬گیری هستند، واحدهای خاص می ¬توانند برای سیستم ¬هایی که مخلوط ¬سازی آنها پیچیده است فشارهای ضرب ه¬ای تا 15000psi (103MPa) را ایجاد کنند. در حالی که واحدهای سیلندری معمولاً برای یک توانایی تزریق لحظه ¬ای معین ساخته می¬ شوند، واحدهای خاص مانند سیلندرهای تاندونی هستند که به دقت کنترل می¬ شوند و ضربه¬ های هم ¬پوشان دارند و دریچه¬ های سوئیچ ¬کننده دقیقی دارند که خروجی پیوسته را ممکن می ¬سازند.
Polyurethane Foaming Machine 4
واحدهای اندازه¬ گیری سیلندری دقیق دیگری برای اهداف خاص مانند افزودن رنگ یا خروجی¬ های بسیار کم مورد استفاده قرار می¬ گیرند زیرا در این شرایط با پمپ¬ های دوار یا چرخشی نمی¬توان به دقت دلخواه دست یافت. ملاحظات مربوط به خوردگی درز پیستون سبب می¬شوند که به کار گیری این پمپ¬ها به مواد غیرخورنده محدود شود. دستگاه¬ های اسپری فوم نیز واحدهای اندازه¬ گیری سیلندری هستند. این دستگاه ¬ها معمولاً به صورت پنوماتیک حرکت می¬ کنند و ضربه هر سیلندر معین است تا نسبت مواد ثابت باشد. نسبت¬ ها با تغییر سیلندر تغییر می ¬کند. واحدهای افشانه ¬ای معمولاً خودتمیزشوندگی، مخلوط¬ سازی خارجی، تفنگ¬های دستی دارند و فشارهای ضربه ¬ای در آنها به 3500psi (24MPa) می¬رسد.
Polyurethane Foaming Machine 5
آرایه دریچه¬ ها برای اطمینان از جریان پیوسته در این دستگاه ¬ها مورد استفاده قرار می¬ گیرد. اغلب دستگاه¬ های اسپری فوم توانایی بازچرخش ندارند و مولفه ¬ها با شلنگ¬های گرمایی گرم می ¬شوند تا واکنش سریع یکنواخت اسپری فوم تضمین شود؛ این امر سبب ایجاد یک سطح هموار م ی¬شوند. یک واحد اسپری پنوماتیکی نوعی در شکل 5 نشان داده شده است. شرکت Linden یک واحد پنوماتیکی برای اسپری یا تزریق ارائه می¬کند که مشکلات مربوط به ناسازگاری فشار تغذیه هوای فشرده در آن دیده نمی ¬شود.
Polyurethane Foaming Machine 7
سرهای میکسر
سرهای میکسر به دو روش دسته ¬بندی می ¬شوند: چرخشی و غیرچرخشی؛ و فشار بالا و فشار پایین.
در سر چرخشی، مولفه¬ ها از مخازن روزانه از طریق پورت ¬هایی به سر چرخشی رفته و از آن جا به مخزن برمی¬ گردند. اگر پخش فوم به صورت دوره¬ای صورت گیرد، نوع چرخشی با کنترل دمایی مناسب برای عملکرد خوب سیستم الزامی است. در زمان چرخش، فشار برگشتی از در سر میکسر کنترل می ¬شود. شیرهای قرقره¬ای در زمان تزریق لحظه ¬ای باز می¬ شوند. سرهای میکسر تغذیه پیوسته نیز امکان چرخش دارند؛ با این وجود اغلب آنها غیرچرخشی هستند. در سرهای غیرچرخشی، پمپ -ها به صورت متوالی آغاز به کار کرده یا دریچه¬ ها باز می¬ شوند تا اطمینان حاصل شود که شروع کار به صورت هموار است و اتلاف¬ ها کمینه شوند. در شروع، جریان ¬های کوچک (کاتالیزورها، سورفکتانت¬ها و افزودنی¬های مایع) ابتدا وارد می¬ شوند و سپس پلی ال و ایزوسیانات به کار گرفته می ¬شوند.
استفاده از مقالات تنها با ذکر منبع مجاز است
منبع: واحد تحقیق و توسعه کارگروه توسعه صنایع پلی یورتان
شماره تماس: 02140556882
09123111288
02140556882
09123111288
1400/8/29 9:48:34

فروش انواع شیر کواکس Coax
شرکت برق و صنعت شاهین
شرکت برق و صنعت شاهین نمونه ای از محصولات خود را به شرح زیر معرفی می نماید:
انواع شیر FK15 کواکس Coax آلمان
انواع شیر MK15 کواکس Coax آلمان
انواع شیر 535824
انواع شیر 2 راهه کواکس Coax آلمان
انواع شیر 2/2 راهه کواکس Coax آلمان
انواع شیر 503506 کواکس Coax آلمان
انواع شیر 220 ولت DC کواکس Coax آلمان
انواع شیر 595488 کواکس Coax آلمان
انواع شیر KB15 کواکس Coax آلمان
انواع شیر VFK25کواکس Coax آلمان
انواع شیر VMK25 کواکس Coax آلمان
انواع شیر 548432 کواکس Coax آلمان
انواع شیر 3 راهه کواکس Coax آلمان
انواع شیر 520153 کواکس Coax آلمان
انواع شیر 539038 کواکس Coax آلمان
انواع شیر 540553 کواکس Coax آلمان
انواع شیر MK32 کواکس Coax آلمان
انواع شیر FK32 کواکس Coax آلمان
انواع شیر 548432 کواکس Coax آلمان
انواع شیر VFK25 کواکس Coax آلمان
انواع شیر MK15 NC کواکس Coax آلمان
انواع شیر MK15 NC 2E/100-523181 کواکس Coax آلمان
انواع شیر MK15 NC 2E/40-503506 کواکس Coax آلمان
انواع شیر MK25 کواکس Coax آلمان
انواع شیر MK25 DR NO 1E/40-510038 کواکس Coax آلمان
انواع شیر FK25 NC 1E/40-51529 کواکس Coax آلمان
انواع شیر FK25 NO کواکس Coax آلمان
انواع شیر FK25 NO 2E 40/535824 کواکس Coax آلمان
انواع شیر MK10 DR کواکس Coax آلمان
انواع شیر 545159 کواکس Coax آلمان
انواع شیر A45 NC کواکس Coax آلمان
انواع شیر 540200 کواکس Coax آلمان
انواع شیر 24VDC کواکس Coax آلمان
انواع شیر 523181 کواکس Coax آلمان
انواع شیر 503506 کواکس Coax آلمان
انواع شیر 510038 کواکس Coax آلمان
انواع شیر MK25 DR کواکس Coax آلمان
انواع شیر 515259 کواکس Coax آلمان
انواع شیر FK25 کواکس Coax آلمان
انواع شیر 535824 کواکس Coax آلمان
انواع شیر VFK32 NC کواکس Coax آلمان
انواع شیر MK15/523181 کواکس Coax آلمان
انواع شیر FK25 NC 1E کواکس Coax آلمان
انواع شیر FK 15 NO 2E کواکس Coax آلمان
انواع شیر FK 25 DR کواکس Coax آلمان
انواع شیر MK 25 DR کواکس Coax آلمان
انواع شیر LATERAL کواکس Coax آلمان
انواع VALVE LATERAL کواکس Coax آلمان
انواع شیر PCD-H 10 کواکس Coax آلمان
انواع شیر D016-3-2-32 کواکس Coax آلمان
انواع شیر 506533 کواکس Coax آلمان
انواع شیر LV16-3
همچنین از دیگر محصولات این شرکت انواع لوازم اندازه گیری تابلویی FASE ایتالیا و Iskra اسلوونی ( ایسکرا) و Microidea ایتالیا ( میکروآیدیا ) و الکترکس ایتالیا (Electrex ایتالیا)– انواع پاور فکتور کنترلر Microidea ایتالیا و همچنین انواع شیر برقی و پمپ Yuken ژاپن ( یوکن ژاپن ) و انواع موتور های Watt drive اتریش ( موتور وات درایو) و موتور های WEG برزیل ( موتور وگ ) – ترموستات ها و رله ها و کنترلر دمای Thermosystems ایتالیا ( ترموسیستمز ایتالیا) – انواع رله های Flag ( رله های پرچم ) شرکت Torresan ایتالیا ( رله TOR تور ایتالیا ) و انواع جرقه زن و رله مشعل Brahma و رله های حفاظت ترانسفورماتور Tecsystem ایتالیا می باشد.
وب سایت شرکت :
www.co-ax.com
www.Shahin-co.ir
رله مور ,رله Murr,منبع تغذیه مور,منبع تغذیه Murr,ترانس مور,ترانس Murr,ترانسفور ماتور مور,ترانسفور ماتور Murr,برج سیگنالی مور,برج سیگنالی Murr,مبدل مور,مبدل Murr,مبدل DC مور,مبدل DC شرکت Murr,رله ماژول مور,رله ماژول Murr,ماژول I/O مور,ماژول ورودی و خروجی مور,ماژول ورودی مور,ماژول ورودی Murr,ماژول خروجی مور,ماژول خروجی Murr,بافر مور,بافر Murr,بافر ماژول مور ,مور 27014,مور 27015,مور 27016,مور MDD,کنترلر مور,کنترلر Murr,مبدل دما مور ,مبدل دما Murr,سوئیچ مور,Mico مور,Micot مور,مور 857781,مور 85001,مور 50041,رله جریانی مور,رله ولتاژی مور,رله ولتاژی Murr,رله جریانی Murr,فیوز مور,فیوز Murr,دیود مور,دیود Murr,ترمینال مور,ترمینال Murr,رله ایمنی مور,رله ایمنی Murr,رله safety مور,رله حفاظتی مور,رله حفاظتی Murr,مبدل ولتاژ مور,مبدل ولتاژ Murr,مبدل جریان مور ,مبدل جریان Murr,مبدل فرکانس مور,مبدل فرکانس Murr,مور50041,یو پی اس مور,یو پی اس Murr,رله DGPT2,رله DMCR
مور 8XM12,مور M12,کانکتور مور ,کانکتور Murr,مور M8 ,مور M12Q,مور M6,هاسینگ مور,هاسینگ Murr,نری مور,مادگی مور,Female مور,Male مور,سیگنالیگ مور,سیگنال دهنده Murr,رله سیگنالی Murr,مور 29358,مور 7000,مور 000000-29001-7000,مور 27116,مور 27115,مور 27114,مور 40041-7000,مور 23505-40041-7000,مور MVP,مور MVP12,رله MDP,رله Mecair,سوئیچ Mecair,پرش سوئیچ Mecair,مور 85068,مور 23050,مور Motor suppressor,مور M16X1,مور 236190 ,مورMKS ,مور MKS-LDP ,مور67072 ,مورLDP ,محصولات مور الکترونیک,محصولات Murr Elektronik,سیگنال کانورتر مور,سیگنال کانورتر Murr,مور SVS,مور SVS 18MM,مور296304 ,مور24 ولت DC,مورIP65 ,مور8XM12 ,مور 4XM12 ,مور5 POLE ,مورBasic housing ,مور85659 ,مور85004 , رله 85004,رله مور50043,رله مور 50044,مدل DPS شرکت Mecair,سوئیچ مکیر,کیت Mecair مکیر,کیت DB116/C,کیت DB16/G, ترانسدیوسر 7KG6000-8AB – ترانسدیوسر 7KG600-8AA – ترانسدیوسر 7KG6000-8AA/NN
ترانس جریان ALCE Elektrik ترکیه ، سنسور Braun آلمان ، تاکومتر Braun آلمان ، کانکتور Hummel هامل آلمان ، کانکتور Lemo لمو سوئیس ، انواع ترانسدیوسر hsing cheng سیانگ چنگ تایوان انواع مولتی متر hing cheng سیانگ چنگ تایوان ، ماژول ورودی و خروجی Braun آلمان ، انواع کانکتور های Amphenol آمفنول فرانسه، انواع فیش های نر ی و مادگی Lemo لمو سوئیس، انواع فیش های نری مادگی Hummel هامل آلمان انواع سنسور فشار Huba control هوبا کنترل سوئیس انواع موتور کنترل های Itlal group ایتال ایتالیا انواع پوزیشنر sss ژاپن ، انواع رله هاdelcon فنلاند ، انواع چراغ های سیگنالی sirena سیرنا ایتالیا ، انواع آژیر sirena سیرنا ایتالیا ، انواع تجهیزات ضد انفجار coelbo کوئلبو ایتالیا ، انواع ترموستات coelbo کوئلبو ایتالیا ، انواع سنسور coelb کوئلبو ایتالیا ، انواع سوئیچ فشار coelbo کوئلبو ایتالیا ، انواع فیلتر franke آلمان فرانکه آلمان انواع فیلتر franke آلمان فرانکه آلمان ،انواع فیلتر TDK ژاپن ، انواع سطح سنج OFFICINE OROBICHE ایتالیا ، انواع سوئیچ سطح OFFICINE OROBICHE ایتالیا محصولات آفیسینس اوروبیچه ،شنت Acmes آکمس فرانسه ، انواع سوئیچ metrix متریکس آمریکا ، انواع سنسور metrix متریکس آمریکا ، انواع سنسور لرزه metrix متریکس آمریکا، انواع سنسور ویبره metrix متریکس آمریکا ، انواع رله imo ایمو انگلیس ، انواع باتری شارژر Teledyne تله داین آمریکا ، انواع باتری شارژر Gill گیل آمریکا ، انواع سوئیچ cella ایتالیا ، انواع سوئیچ سلا ، انواع منبع تغذیه Gutor گوتر سوئیس ، انواع اینورتر Gutor گوتر سوئیس، انواع سوئیچ فشار Lektra لکترا ایتالیا ، انواع سوئیچ فشار Cella چلا ایتالیا ، انواع رله Erni ارنی ایتالیا، مقاومت metrosil متروسیل انگلیس ، برقگیر metrosil متروسیل انگلیس ، ارستر metrosil متروسیل انگلیس ، سنسور Meggitt ، رله کومات Comat سوئیس ، انواع صاعقه گیر France paratonne ، انواع کانتر صاعقه France paratonne ، انواع موتور Ghibson قیسبون ، انواع موتور Schorch شرش ، انواع انکودر Kuebler کویبلر ، انواع سنسور Delimon دلیمون آلمان ، انواع سوئیچ فشار Delimon دلیمون آلمان ، انواع محصولات Minimax مینیماکس آلمان ، انواع رله ETA ، انواع منبع تغذیه Elba البا آلمان ، انواع سنسور Kuebler کوبلر آلمان ، انواع کابل Lapp لپ آلمان ، ترانس Sael ایتالیا، شیر Indra ایندرا ایتالیا، ولو Indra ایتالیا، شیر Oliver انگلیس، پاور میتر Hsing Cheng تایوان، پاور آنالایزر سری hc6030 تایوان، ترانسدیوسر Hsiang Cheng تایوان، سوئیچ فشار Potter پوتر، شیر Univer یونیور ایتالیا، بوبین Univer یونیور ایتالیا، سیلندر Univer یونیور ایتالیا، منبع تغذیه Cosel کوسل (کاسل) ژاپن، رله comat کومات سوئیس، رله Dold دولد آلمان، تایمر دولد آلمان، محصولات Semikron سمیکرون آلمان ، ماژول Semikron سمیکرون آلمان، ماژول IGBT شرکت Semikron سمیکرون آلمان، تایریستور Semikron سمیکرون آلمان، درایو Semikron سمیکرون آلمان، ماژول ماسفت Semikron سمیکرون آلمان، دیود Semikron سمیکرون آلمان، ماژول دیود Semikron سمیکرون آلمان، رکتیفایر Semikron سمیکرون آلمان، فن Semikron سمیکرون آلمان، استک Semikron سمیکرون آلمان، سوئیچ Dold دولد آلمان، رله ایمنی Dold دولد آلمان، انکلوژر Dold آلمان، سنسور Huba Control هوبا کنترل سوئیس، سوئیچ فشار Huba Control هوبا کنترل سوئیس، ترانسمیتر فشار Huba Control هوبا کنترل سوئیس، رله Relog ریلاگ آلمان، محصولات EAW-Relaistechnik آلمان، رله EAW آلمان، رله 2RH01 ، رله 2RH02 ، ترموسوییچ EAW آلمان، تایمر سری 2RH، رله RA70 ، انکودر Baumer ، انکودر بامر، انکودر Kuebler ، انکودر کوبلر، سنوسر Horn آلمان، تاکومتر Horn المان، انکودر Horn آلمان، کانکتور Ilme ایلمه، گیج وایز Wise ، گیج فشار Wise باطری شارژر Mastervolt مسترولت، منبع تغذیه mastervolt مسترولت، آمپرمتر Bluesea آمریکا، سوئیچ Bluesea آمریکا بلوسی آمریکا، انواع محصولات دریایی Bluesea آمریکا بلوسی آمریکا، انواع پالسر eltomatic التوماتیک، محصولات Acnor ، کابل دریایی Acnor آکنور، محصولات صنعت دریایی Acnor آکنور، کانکتور های دریایی Acnor آکنور ، محصولات BEP ، باطری مانیتورینگ BEP ، مدیریت باطری BEP ، حفاظت مدار BEP بپ، سوئیچینگ دیجیتال BEP ، باطری سوئیچ BEP ، باسبار BEP ، فیوز BEP ، نگهدارنده فیوز BEP ، محصولات Marinco مارینکو ، محصولات Promariner پرومارینر، باطری شارژر Promariner پرومارینر، ایزولاتور Promariner پرومارینر، اینورتر Promariner پرومارینر، binocular شرکت Promariner پرومارینر ، دیمر Blue sea بلوسی آمریکا، امپرمتر Blue sea بلوسی آمریکا، میتر Blue sea بلوسی آمریکا، باطری شارژر Blue sea بلوسی آمریکا، رله Blue sea بلوسی آمریکا، اتوماتیک شارژینگ رله Blue sea بلوسی آمریکا، سوئیچ باطری Blue sea بلوسی آمریکا، باطری سوئیچ Blue sea بلوسی آمریکا، سلونوئید Blue sea بلوسی آمریکا، باسبار Blue sea بلوسی آمریکا، ایزولاتور Blue sea بلوسی آمریکا، فیوز Blue sea بلوسی آمریکا، فیوز بلاک Blue sea بلوسی آمریکا، سوئیچ Blue sea بلوسی آمریکا، پنل میتر Blue sea بلوسی آمریکا، میتر تابلویی Blue sea بلوسی آمریکا، Circuit breaker شرکت Blue sea بلوسی آمریکا، بریکر Blue sea بلوسی آمریکا، سوئیچ Baco باکو فرانسه ، خط کش Iskra ایسکرا، انکودر Iskra ایسکرا، رله Schleicher اسشلیشر آلمان، رله ایمنی Schleicher اسشلیشر آلمان، انواع ترانس Belpa بلپا – ترانسفورماتور Belpa بلپا ، رله Arteche آرتچه اسپانیا، انرژی متر ND Metering – نمایندگی Nothorn Design نورتن دیزاین انگلیس- ترانس جریان APT چین – ترانسفورماتور APT – نمایندگی انحصاری مور آلمان- نمایندگی انحصاری Murrelektronik آلمان – منبع تغذیه Cabur کابور ایتالیا- کانکتور Palazzoli پالازولی- رله Cheng Yang چنگ یانگ – ترانسدیوسر GA003 – ترانسدیوسر MR1 MU – تاکومتر VDO – سوئیچ Stromag – گیج بامر Baumer – سوئیچ بامر baumer- سوئیچ Boudron hennai – گیج Boudron hennai – یوپی اس Ea-Elektro آلمان – یوپی اس UPS 724-11B – سنسور TQ402 – ترانس Cheng Yang چنگ یانگ - رله P&B انگلیس- محصولات Tippkemper Matrix GmbH آلمان، انواع کانکتور M12 - انواع کانکتورM18 - انواع کانکتورM16 – انواع کانکتور M23 -اینکودر کوبلر Kubler آلمان- انکودر کوبلر Kubler آلمان- کانکتور lewden لودن، سنسور Meggitt مگیت سوییس، سنسور Vibrometer ویبرو میتر سوسیس، نماینده ویبرومتر سوییس، سنسور JPC ، سوئیچ JPC، ترانس جریان ALH-0.66 ، سوییچ stromag استروماگ، نماینده استرومگ، تاکومتر T401، نمایندگی Woodward ، رله woodward ، شمع CK4 ، سرشمع Beru ، رله RA70 ، رله RCND ، رله RCNE ، رله بوخلتز، رله buchholz ، رله MR ، ترانسدیوسر MR ، رله messko مسکو، نماینده متریکس metrix ، سوییچ متریکس metrix، رله ropex روپکس، نمایشدهنده MasterK مسترکی فرانسه، ترانسمیتر MasterK مسترکی فرانسه، لودسل MasterK مسترکی فرانسه، محصولات www.masterk.com ، میگر Chauvin Arnoux مگر چاوین آرنوکس، ترانسدیوسر Enerdis ، انردیس فرانسه، منبع تغذیه EATSIS اتاسیس، ترانسدیوسر TRIAD تریاد، ETASIS Power supply، محصولات Yueqing Finglai Electric Co.,Ltd، ترموستات فینگلای کنترلر Finglai ، کمپرسور Copeland کوپلند، scroll copeland compressor ، رله ترازاکی Terasaki، بریکر ترازاکی Terasaki ، کلید ترازاکی Terasaki، ارت فالت ترازاکی Terasaki ، ارت لیکیج ترازاکی Terasaki، نماینده تراساکی، محصولات Teltek تلتک، محصولات توزین Jesma جسما، محصولات Logimine لوگیمین، نماینده لوجیمین، محصولات Arpege MasterK آرپگه مسترکی، رله وودوارد، بورد Woodward وودوارد، گاورنر Woodward وودوارد رله حفاظتی Woodward وودوارد ، برد Woodward وودوارد ، برد Kuhse کوهسه ، بورد Kuehse کوسه ، رله حفاظتی Kuehse کوسه، رله XE2 ، - control unit KEA for emergency gensets محصولات آلفرد کوسه Alfred Kuhse GmbH ، کنترل یونیت KEA ؛ کنترلر ژنراتور Alfred Kuhse GmbH، ولو Baso آمریکا، شیر H19NA – شیر H19NA-4C ، پایلوت ولو ؛ شیر کواکس Coax آلمان، محصولات Bettis بتیس ، انواع PENUMATICE SPRINGS RETURN ، انواع ACTUTORS DUABLE ACTING ، محصولات BETTIS EMERSON ، مدل 18*10*3-GVO-LP-DA ، موتور Carrier کریر، کمپرسور Carrier کریر، رله Crompton ، رله تایکو tyco ، رله mecair ایتالیا، رله Pentair پنتیر، چیلر Carrier کریر ، موتور Brook Crompton ، موتور LEROY SOMER لروی سامر، کانکتور هیرشمن Hirschmann ، کانکتور GMN ، کانکتور GMN 209 ، کانکتور GMN 209 NJ ، مقاومت متروسیل metrosil ، سوئیچ Qlight کیولایت، لیمیت سوئیچ Qlight کیولایت، رله Luetze لوتزه، رله لوتز، محصولات Friedrich Lütze GmbH، انواع LOCC Box FB ، LOCC-Box-FB 7-6401 ، LOCC-Box-FB 7-6400 ، محصولات Schrack-Seconet اتریش، دتکتور MSA دتکتور سانکو sanco ، دتکتور Schrack-Seconet ، منبع تغذیه اسپارکل، تغذیه Sparkle ، سوئیچ Breter ، سوئیچ برتر ایتالیا، قطعات Anhui Herrman Impex، Herrman CPU ، رله EMB ، رله بوخلتز EMB ، رله DGPT2 ، رله DGPT، رله DMCR ، ترانسمیتر Tecsis تکسیس، ترانسدیوسر فشار Tecsis تکسیس، محصولات Kentec کنتک انگلیس، Kentec k11040m2 ، انواع lascer ، محصولات Dataq داتک ، رله Abb، ترانسمیتر ABB ، ترانس ABB ، ترانسفورماتور ABB، ترانسدیوسر ABB، رله siemens ، سوئیچ ABB ، ولو Adler، بال ولو Adler آدلر، شیر Adler آدلر ، شیر Amot آموت ، ولو Amot آموت ، فلومتر Asa spa، ASA flow meter ، فلومتر asa آسا، شیر Autel اوتل، ولو Autel اوتل، پایلوت Autel اوتل، سنسور بالوف Balluff ، رله بالوف Balluff ترانسدیوسر بالوف Balluff ، سوئیچ baco باکو، پوش باتن baco باکو ، سوئیچ Barksdale بارکسدیل، پرشر سوئیچ Barksdale بارکسدیل ، سوئیچ DDP ، منبع تغذیه DDS، منبع تغذیه TDk Lambda ، سوئیچ Baumer بامر ، پرشر سوئیچ Baumer بامر ، رله Baumer بامر، سنسور Baumer بامر، جرقه زن بلپا belpa ، ترانس جرقه زن بلپا belpa ، رله brahma برهما، جرقه زن brahma برهما ، شیر brahma برهما ، سلونوئید brahma برهما ، سلونوئید MTI ، سلونوئید TEC ، رله MTI ، رله TEC ، سلونوئید Autel اوتل، مدل ATG73AB4TIB7LC شرکت Belpa ، مدل ATG73DB3TIB5LV شرکت Belpa ، ترانس سری ATG شرکت Belpa بلپا، نمایندگی برن اشتاین Bernstein، مدل 6500 برن اشتاین Bernstein ، کیف برن اشتاین Bernstein ، کیت برن اشتاین Bernstein ، کیف ابزار دقیق برن اشتاین Bernstein ، سوکت Carltsoe کارلتسوئه دانمارک، رله Carltsoe کارلتسوئه دانمارک ، محصولات ضد انفجار Carltsoe کارلتسوئه دانمارک، رله دولد Dold ، رله IL5881 ، رله IL5881.12 ، رله SL 5881 ، IL5881.12/100 ، رله iskra ایسکرا، کنتور iskra ایسکرا ، انرژی متر iskra ایسکرا ، ساعت متر iskra ایسکرا ، ترانس iskra ایسکرا ، ترانسدیوسر iskra ایسکرا ، محصولات Elektro-automatik ، یوپی اس EA ، یوپی اس EA elektro ، EA ELEKTROAUTOMATIK ، محصولات www.elektroautomatik.de ، رله Elko ep چک، رله الکوئپ چک، رله مانیتورینگ Elko ep ، رله قیسالبا Ghislaba ، کابل دریایی، کنتاکتور قیسالبا Ghislaba ، کنتاکت قیسالبا Ghislaba ، رله هگر hager ، ترانس هاگر hager ، سوئیچ هاگر hager ، رله زمانی هاگر hager ، رله مانیتورینگ هاگر hager ، رله نشتی جریان هاگر hager ، رله ارت فالت ، کنتاکتور هما Homa آلمان، رله هما Homa آلمان، کنتاکت هما Homa آلمان، ترمینال هما Homa آلمان، کنترلر هانیول Honeywell ، کنترلر دما هانیول Honeywell ، کنترلر رطوبت هانیول Honeywell ، بورد munters مانترز، رله Kuhse کوهسه ، کابل lapp لپ، کانکتور lapp لپ آلمان، سوئیچ mecair مکیر، پرشر سوئیچ mecair مکیر ایتالیا، ترانس Meng منگ، ترانسفورماتور Meng منگ ، سنسور مینی مکس Minimax آلمان، ترانسدیوسر مینی مکس Minimax آلمان، سوئیچ مینیمکس Minimax آلمان، بریر مینی ماکس Minimax آلمان، رله مینیماکس Minimax آلمان،منبع تغذیه Minmax مینمکس، شیر نورگرنNorgren ، شیر SMC ژاپن، ولو SMC ژاپن، فیلتر SMC ژاپن، فیلتر نورگرنNorgren ، سوئیچ نورگرنNorgren ، پرشر سوئیچ نورگرنNorgren ، شیر oliver اولیور، ولو oliver اولیور ، مانیفولد oliver اولیور، سنسور internormen اینترنورمن، سوکت پالازولی Palazzoli، ترمینال پالازولی Palazzoli ، رله پالازولی Palazzoli ، کانکتور پالازولی Palazzoli ، پلاگ پالازولی Palazzoli ، نری پالازولی Palazzoli ، مادگی پالازولی Palazzoli ، Indra manifold valve ، شیر indra ایندرا، ولو indra ایندرا، مانیفولد indra ایندرا ، رله Schlosser,کارت Schlosser,ماژول Schlosser,شیر Univer یونیور,ولو Univer یونیور,مانیفولد Univer یونیور,نماینده Se Elektronik,نمایندهSe GmbH ,نماینده Woehner وهنر آلمان ,فیوز Woehner وهنر آلمان ,انواع Dc به Dc کانورتر,انواع مبدل Dc به Dc ,انواع رله وود وارد,کابل براون,کابل Brawn,سنسور Jaquet,نمایندگی کوبلر,نماینده Kuebler آلمان ,سنسور Kuebler آلمان,دیتکتور سنسیترون,دیتکتور Sensitron,دیتکتور Sen Enser ,رله Schuhman,رله شوهمن ,انواع رله Woodward,انواع سنسور هوبا کنترل,انواع سنسورHuba control ,مبدل شوهمن Schuhman,ایزولاتور شوهمن Schuhman,کانورتر شوهمن Schuhman,کانورتر GM international,ایزولاتور GM international,مبدل GM international,انواع تغذیه ,انواع منبع تغذیه,انواع سنسور Balluff,انواع سنسور بالوف,انواع ترانس دیوسر بالوف Balluff
88800930 و 3-88932312 (021)
09194822960 و 09194838378
1400/8/10 12:20:09

ساخت انواع جکهای هیدرولیک, رضا دلیر
رضا دلیر
، جک ، هیدرولیک ، میلگردبر ، هیدرولیکی ، ساخت جک ، جک هیدرولیک ، تولید جک هیدرولیک ، یونیت ، یونیت هیدرولیک ، ساخت یونیتتولید انواع جکهای هیدرولیک از قبیل: جک پرس - جک نورد - جکهای لودری- وجکهای دستگاهی صنعتی، به صورت استاندارد وسفارشی در انواع دوطرفه، یکطرفه،چهارمیل مهار، گرد، تلسکوپی، دوسر شفت، با روشهای نصب مختلف: شامل اتصال فلنچی ، لولایی، قر قری ..... تمام تولیدات این شرکت شامل یک سال ضمانت تعویض می باشد، ماشین آلات مورد استفاده این شرکت CNC وبا دقت بسیار بالا میباشد،
09122283547-09120181886
1400/8/10 9:17:02
.jpg)
فروش ویژه انواع رول فرمینگ - پایابرش
پایابرش
، فروش رول فرمینگ ، ماشین آلات رول فرمینگ ، رول فرمینگ سینوسی ، رول فرمینگ ذوزنقه ، رول فرمینگ سفال شرکت مدیران ماشین تولید کننده انواع ماشین آلات رول فرمینگ
رول فرمینگ سینوسی
رول فرمینگ ذوذنقه
رول فرمینگ سفال
رول فرمینگ دو طبقه سینوسی و سفال
رول فرمینگ دو طبقه سینوسی وذوزنقه
پرس نما
با یکسال گارانتی و 10 سال خدمات پپس از فروش
نصب و آموزش رایگان
برای اطلاع از شرایط ویژه می توانید به صورت 24 ساعته با شماره ی 09128924197 تماس حاصل فرمایید.
» سایر تصاویر برای این آگهی
09128924197
1400/8/10 9:15:01
.jpg)
سامانه شوتینگ زباله - شرکت پویا مهر سمند
شرکت پویا مهر سمند
، شوتینگ زباله ، اجرای کامل شوتینگ ، اجرای کامل شوتینگ زباله ، سامانه شوتینگ ، شوتینگ ، سامانه شوتینگ زباله ، کانال های تهویه ، دمپر ، دریچه ، هود صنعتی آشپزخانه طراحی واجرای شوتینگ زباله
سیستم شوتینگ با ترولی (سطل زباله)
سیستم شوتینگ جدا کننده زباله در مبدا
سیستم شوتینگ با کامپکتور
در تمام نقاط کشور با پرسنل مجرب آماده همکاری می باشد .
برای اطلاعات بیشتر وبسایت شرکت تاسیسات فنی پویا (پویا مهر سمند) مراجعه فرمائید
www.pouya-tech.com
دفتر فروش:
66318276
66316429
فاکس :
66315406
» سایر تصاویر برای این آگهی
- 66316429,66318276
1400/8/10 9:15:01

هیدرولیک ، پنوماتیک ، وکیوم ، شیلنگ ، تر ک ، TORK Hydraulics, هیدرولیک ، پنوماتیک ، وکیوم ، شیلنگ
هیدرولیک ، پنوماتیک ، وکیوم ، شیلنگ
، هیدرولیک ، پنوماتیک ، وکیوم ، ترک هیدرولیک ، تبریز هیدرولیک ، تبریز پنوماتیک ، تهران هیدرولیک ، تهران پنوماتیک ، تبریز وکیوم ، هیدرولیک پنوماتیک وکیوم ایران ، ترکیه ، ایران هیدرولیک ، ایران پنوماتیک ، Tork hydraulics ، تنها نمایندگی انحصاری ترک هیدرولیک ذر ایرانتکنو صنعت لاحقی
تنها نمایندگی انحصاری ترک هیدرولیک tork hydraulics در ایران
وب سایت ترک هیدرولیک www.torkhydraulics.com
واردات کلیه قطعات برند TORK Hydraulics انحصارا" توسط تکنو صنعت لاحقی انجام می پذیرد و اجناس این شرکت دارای هولوگرام و سریال رهگیری میباشد لطفا از خرید کالاهای تقلبی بدون هولوگرام با نام جعلی tork hydraulic خودداری نمایید.
تکنو صنعت لاحقی علاوه بر نمایندگی انحصاری ترک هیدرولیک در ایران توزیع کننده برندهای زیر نیز میباشد
توز ایران اولین تولید کننده پمپ هیدرولیک پیستونی فشار قوی در ایران،
آرافن اولین تولید کننده پمپ هیدرولیک دنده ای فشار بالا آلومینیومی و چدنی در ایران ،
صنایع هیدرولیک ایران اولین تولید کننده پمپهای کارتریج در ایران،
ایرتک Air tac ،
دقایق هیدرولیک ،
نیوان ,
Metal work متال ورک ایتالیا ,
parker پارکر آلمان ,
BOSCH بوش آلمان ,
REXROTH رکسروت آلمان ,
پمپهای کارتریچ TDZ اسپانیا ,
شیرهای ربع گرد هیدرولیک GEMELS ایتالیا ,
HYSTAR هایستار ,
تجهیزات وکیوم و پنوماتیک NORGREN نورگرن ایتالیا ,
قطعات پنوماتیک فستو FESTO pneumatic آلمان ,
پمپهای دنده ای و شیر آلات دستی برقی کالتک GALTECH ایتالیا ,
شیر آلات پنوماتیک آب و بخار ASCO ,
پارس مهارت ،
هیدروپارس ,
دژ هیدرولیک ,
دقیق هیدرولیک ,
جکهای هیدرولیکی نوین ،
پمپ دنده ای روکت roquet اسپانیا ,
شیر آلات هیدرولیک OLEOWEB ایتالیا ,
شیر فشارشکن و پمپهای کارتریجی و پیستونی هیدرولیک آتوس ATOS ایتالیا
تجهیزات پنوماتیک WAIRCOM ایتالیا ,
شیرآلات هیدرولیک و پمپهای دنده ای کارتریج و پیستونی یوکن YUKEN ژاپن ,
ولجان VELJAN هند ,
دیپلمات DUPLOMATIC ایتالیا ،
تکنو ایر TECHNO air ,
MINDMAN پنوماتیک ,
آکومولاتور EPE ایتالیا ,
پرشر سویچ FOX فوکس ایتالیا ,
تجهیزات وکیوم و پمپ وکیوم VUOTOTECNICA ایتالیا ,
ایر کامپ AIRcomp ایتالیا ,
شیر دستی ORVAL ترکیه ,
شیر دستی AKON ترکیه ,
شیر دستی GMS HIDROLIK ترکیه,
پمپ و شیر آلات HEMA هما ترکیه,
پمپ هیدرولیک دنده ای پیستونی جک و شیر آلات راهسازی HIPOSAN ترکیه ,
روتاری جوینت ROTOTECH ترکیه مورد استفاده در آب هوا گاز روغن و کلیه سیالات ,
WWW.TORKHydraulics.com
برند TORK Hydraulics تنوع کاملی از محصولات هیدرولیک را دارا میباشد که در زیر به اقلامی از آن اشاره میگردد
1- انواع شیرهای راه دهنده هیدرولیک
عبارتند از
شیر برقی بلوکی 1/4-3/8-1/2-3/4-1/4و1 هیدرولیک ، شیرهای برقی مادرولار هیدرولیک ، شیرهای کارتریجی هیدرولیک ، شیرهای برقی قابل کوپل هیدرولیک در انواع (12-24-110-220) ولت هیدرولیک
شیر دستی ساده و قفلی هیدرولیک در انواع سایزها 1/4-3/8-1/2-3/4-1/4و1
2- انواع فشارشکن هیدرولیک ،
عبارتند از
فشارشکن بلوکی دستی هیدرولیک ، فشارشکن بلوکی برقی هیدرولیک ، فشارشکن سرراهی برقی هیدرولیک ، فشارشکن سرراهی هیدرولیک ، فشارشکن مادولار دستی هیدرولیک ، فشارشکن مادولار دستی برقی هیدرولیک ، فشارشکن کوزه ای هیدرولیک ، فشارشکن لاو نویز هیدرولیک ، فشارشکن کارتریجی هیدرولیک ، فشارشکن پیلوتی هیدرولیک
3- انواع قفل کن های هیدرولیک
فقل کن بلوکی هیدرولیک ، قفل کن مادولار هیدرولیک ، قفل کن برقی مادولار هیدرولیک
4- انواع سوپاپ های هیدرولیک
سوپاپ بلوکی هیدرولیک ، سوپاپ سرراهی هیدرولیک ، سوپاپ مادولار هیدرولیک ، سوپاپ کارتریجی
5- انواع فول کنترل هیدرولیک
فول کنترل مادولار هیدرولیک ، فول کنترل مادولار برقی دستی هیدرولیک ، فول کنترل سرراهی هیدرولیک ، فول کنترل بلوکی هیدرولیک ، فول کنترل کارتریجی
6- پروپرشنالهای هیدرولیک
پروپرشنال کنترل فشار هیدرولیک ، پروپرشنال دبی کنترل هیدرولیک ، پروپرشنال کنترل دبی و فشار هیدرولیک
7- انواع شیر های هیدرولیک بالابری در دو سایز لیتراژ بالا و پایین در همه ولتاژها
8- انواع یونیتهای کمپکت هیدرولیک تکفاز و سه در لیتراژهای مختلف
........................................ ........................................ ..........................
1- مانومتر هیدرولیک ، مانومتر پنوماتیک ، مانومتر وکیوم ، مانومتر خلاء ،
2- نشانگر روغن مخزن هیدرولیک ، درب باک مخزن هیدرولیک ، گلدانی هیدرولیک
3-انواع فیلتر هیدرولیک
فیلتر سرراهی خط فشار ، فیلتر سرراهی خط مکش ، فیلتر مکش داخل مخزن ،فیلتر مادولار بین راهی
4-پمپ هیدرولیک
پمپ هیدرولیک کاتریج ، پمپ هیدرولیک دبی متغیر ، پمپ هیدرولیک دنده ای ، پمپ جابجائی روغن هیدرولیک ، پمپ پیستونی هیدرولیک ، پمپ پیستونی دبی متغییر هیدرولیک ، پمپ تیغه ای هیدرولیک ، پمپ دو طبقه هیدرولیک ،
5-هیدروموتور
هیدروموتور پیستونی ، هیدروموتور دنده ای ، هیدروموتور کاتریجی ، هیدروموتور تیغه ای
6- انواع پدال هیدرولیک ،
7-هیدرولیک ماشین آلات راه سازی
پمپ بیل بکو ، لودر کوماتسو ، پمپ بیل اطلس ، پمپ بیل مکانیکی ، پمپ فرمان تراکتور ، پمپ تراکتور MF285 ، پمپ تراکتور 399 ، شیرهای راه دهنده ای پنوماتیک و هیدرولیک ماشین آلات راه سازی ،
8-جک (سیلندر)
جک پنوماتیک ، جک هیدرولیک ، سیلندر چهار پیچ ، جک قلمی ،جک کمپکت ، جک کمپرسی ، جک بالابر ، جک بالابر ساختمانی ،جک یا سیلندر آسانسور هیدرولیک ,
9-انواع اتصالات هیدرولیک اینچی و متریک
شیلنگ پنوماتیک در سایز 4-6-8-10-12-14-16 و رنگهای مختلف
شیلنگ فنری 5 متر تا 15 متر از سایز 6 تا 12
گان هوا یا تفنگی هوا آلومینیومی و پلاستیکی
اتصالات پنوماتیک سایز m5 - 1/8 - 1/4 -3/8 - 1/2 به شیلنگ 4 -6 -8 -10- 12-14-16
انواع کوپلینگهای اتصال سریع از سایز 1/8 تا 1و1/4 اینچ برای مصارف هوا - گاز - آب - روغن
اگزوز هوا یا خفه کن هوا برنجی و پلاستیکی
10-کوپلینگ روتکس -کوپلینگ هشت پر -کوپلینگ سری KB - کوپلینگ لقمه ای
انواع کوپلینگ جهت کوپل الکترو موتور به پمپ هیدرولیک
انواع کوپلینگ جهت کوپل پمپ آب به الکتروموتور
........................................ ........................................ ......................................
نکته1:تجهیزات هیدرولیک می تواند در شاخه های زیر ارتباط مستقیم داشته باشد:
لودر - بیل - لیفتراک - خط تولید - بیل میکانیکی - کارخانجات مواد غذایی
سنگ شکن - جرثقیل - ماشین آلات - پرس - صنایع بسته بندی
بلدوزر - موتور - کوماتسو - سیمان - میکسر - ماشین آلات شهرداری
گریدر - تراکتور - پلاستیک - ماشین آلات - لوله -صنعت فولاد
بتن - بالابر - معدن - کشاورزی - گیوتین و...
جهت کسب اطلاعات بیشتر و دریافت کاتالوگ انواع محصولات لطفاً به وب سایت ما مراجعه فرمائید
WWW.torkhydraulics.COM
........................................ ........................................ ......... ..........
آدرس دفتر مرکزی : تبریز خیابان امام میدان قونقا پاساژ وسکانیان طبقه همکف پلاک 18 /پلاک 19 / پلاک 24
تلفن 35511055 - 35518859 - 35517208 41 0098
نمابر 35519997 41 0098
........................................ .................................
آدرس فروشگاه : تبریز میدان قطران پاساژعمران طبقه همکف پلاک 24 / پلاک 26
تلفن 34391164 - 34391165 41 0098
نمابر 34424338 41 0098
........................................ ....................................... .............. ........
)))))))))))))))))) جهت دریافت نمایندگی با ما تماس بگیرید (((((((((((((((((
)))))))) تلفن پذیرش نمایندگی فعال از سراسر ایران 35511055 41 0098 ((((((((
0098 41 35511055 - 35518859 - 34391164 - 34391165
1400/8/10 9:14:01

تولیدکننده نایلون حبابدار ، نایلون شیرینگ.نایلون, حباب باران
حباب باران
، تولید کننده و پخش نایلون حبابدار ، تولید وچاپ نایلون حبابدار ، فروش وقیمت نایلون ضربه گیر ، تولید وفروش نایلون پفکی ، فروش وقیمت پلاستیک حبابدار ، نایلون حباب دار مبلی ، تولیدنایلون حبابی ، نایلون ایربگ ، فروش پلاستیک هوادار ، قیمت انواع نایلون حبابدار ، تولیدکننده نایلون شیرینگ ، پخش عمده نایلون حبابدار ، تولیدوپخش پلاستیک حبابدار ، نایلون ، پلاستیک حبابیشرکت حباب باران
تولیدوچاپ انواع نایلون بصورت ساده وحبابدار ضربه گیر رول نایلون شیرینگ ، تولیدانواع نوارخطر. نایلون عریض. نایلون کیسه ایی
موارد استفاده از ضربه گیر حبابدار :
صنایع مکانیک ( بسته بندی موتورها ، پمپ ها ، کمپرسور ها و انواع لوازم یدکی)
صنایع خودرو سازی ( بسته بندی شیشه های ماشین ، چراغها ، آیینه و ... )
صنایع موتور سیکلت و دوچرخه سازی
صنایع الکترونیکی و الکتریکی ( بسته بندی پانل های الکتریکی ، کارتهای الکترونیکی ابزار دقیق و حساس ، کامپیوتر و اجزای تشکیل دهنده آن )
تولیدو چاپ انوع نایلون شیرینگ
تولیدو چاپ انواع نوار خطر
تولید کننده نایلون
55293301 55293006 09127007008
1400/8/10 9:11:01

کفسابی انواع سنگ های دهبیت خوی گوهر امپراطور ...
آقای ساب
کفسابی انواع سنگ های دهبیت خوی گوهر امپراطور گرانیت موزائیک سرامیک و…
براق و آینه ای کردن سنگ های سوخته و کدر شده با لقمه های ایتالیایی
نماشویی انواع ساختمان با طناب راپل بدون نیاز به داربست با دستگاه واترجت سندبلاست
پیچ رولپلاک سنگ نما با پیچ گالوانیزه
نصب و جداسازی انواع تابلو
رنگ آمیزی انواع نما
با بیمه تمامی پرسنل
تلفن همراه :09198591976
آقای ساب
اینستاگرام “kafsabi88@
آدرس :تهران نسیم شهر شهرک رسالت صدرا 8 پلاک 50
09198591976
09198591976
1400/8/10 8:40:38

ساخت وتعمیر جک
غلامرضا صمدی
زرین جک
ساخت وتعمیر انواع جک های صنعتی و معدنی وراهسازی سنگزنی و کروم کاری شافت وسیلندر جک اصفهان اتوبان ذوب آهن منطقه صنعتی کرسگان روبروی اصفهان ماشین 09131640286 صمدی
تعمیر جک بیل مکانیکی
تعمیر جکهای انواع جرثقیل های سبک سنگین وفوق سنگین
تعمیر جک انواع لودر بلدوزر ودامتراک
تعمیر و ساخت جک پرس های هیدرولیک کاشی پرس هیدرولیک ضایعات وکارتن
تعمیر و ساخت جک های صنایع فولاد سازی سیمان نورد و غیره
09131640286
09131640286
1400/8/4 10:03:21

واردات خريد و فروش انواع ماشين الات صنعتي اقاخاني
moein ahmadi
ماشين الات صنعتي اقاخاني
واردات و خريد و فروش
انواع ماشين الات صنعتي
از قبيل پرس هيدروليك و ضربه اي
و فورج و هاي اسپيد
و كاروسل و بورينگ و تراش
و نورد و رول بازكن ميباشد.
احمد اقاخاني 09125386458
ماشين پرس هيدروليك
ماشين پرس ضربه اي
ماشين فورج
ماشين اسپيد
ماشين كاروسل
ماشين بورينگ
ماشين تراش
ماشين آلات نورد
ماشين آلات رول بازكن
شهرك صنعتي شمس اباد بلوار بهارستان بلوار نارنجستان
09125386458
ahmad.aghakhanii@yahoo.com
احمد اقاخاني
ري > تهران
پرسکاري , پرسکاري ضربه اي , انواع دستگاه پرس , پرس كاري هيدروليك , تزريق الومينيوم , خريد و فروش انواع ماشين الات صنعتي , ماشين الات صنعتي
09125386458
1400/7/21 13:55:45
مرکز توانبخشي و نگهداري سالمندان يارين
moein ahmadi
مرکز توانبخشي و نگهداري سالمندان يارين
بزرگترين ويلاي سالمندي کشور
نگهداري شبانه روزي و روزانه سالمند
کلينيک تخصصي فيزيوتراپي
کلينيک اب درماني و ستون فقرات
باشگاه سالمندي زير نظر دکتراي حرکات اصلاحي
مهد سالمندي نگهداري روزانه سالمند
مجهز به اتاقهاي آي سي يو براي بيماران نيازمند به مراقبتهاي ويژه
تغذيه و رژيم درماني
محيطي امن وتخصصي براي ارتقا سلامت سالمندي
سوييتهاي مجهز به تمامي امکانات رفاهي
ويزيت متخصص طب فيزيکي و توانبخشي
کلينيک تخصصي نورولوژي ms پارکينسون سکته مغزي
طبخ غذا با استاندارد روز و طبق سلايق سالمندان عزيز
اعتماد شما افتخار ماست
پاسخ اعتمادتان را به بهترين نحو خواهيم داد
پدران و مادران عزيزتان را براي توانبخشي و نگهداري تخصصي به ما بسپاريد
توانبخشي تخصص ماست
سايت:
Www.yarin.ir
Www.yarinhome.com
آسايشگاه سالمندان مهرشهر کرج
بهترين خانه سالمندان در تهران
خانه سالمندان به انگليسي
خانه سالمندان تهرانپارس
خانه سالمندان شرق تهران
خانه سالمندان شهرك غرب
قيمت پرستار سالمند در منزل
قيمت خانه سالمندان در تهران
ليست خانه سالمندان خصوصي در تهران
هزينه نگهداري سالمند در منزل
پاسداران دروس خ يارمحمدي بن بست نامدار پلاک ?
9128474593
22561956
info@yarinhome.com
سالمندان يارين
تهران > تهران
http://yarin.ir
بهترين مرکز سالمندان , بهترين خانه سالمندان , مجهزترين مرکز سالمندان , خانه سالمندان , آب درماني , حرکات اصلاحي , فيزيوتراپي , طب توانبخشي و فيزيکي , نورولوژي , ام اس و پارکينسون , سکته مغزي , باشگاه سالمندي
22561956
1400/7/21 13:55:42

مرکز توانبخشی و نگهداری سالمندان یارین
یارین
بزرگترین ویلای سالمندی کشور
نگهداری شبانه روزی و روزانه سالمند
کلینیک تخصصی فیزیوتراپی
کلینیک اب درمانی و ستون فقرات
باشگاه سالمندی زیر نظر دکترای حرکات اصلاحی
مهد سالمندی نگهداری روزانه سالمند
مجهز به اتاقهای آی سی یو برای بیماران نیازمند به مراقبتهای ویژه
تغذیه و رژیم درمانی
محیطی امن وتخصصی برای ارتقا سلامت سالمندی
سوییتهای مجهز به تمامی امکانات رفاهی
ویزیت متخصص طب فیزیکی و توانبخشی
کلینیک تخصصی نورولوژی ms پارکینسون سکته مغزی
طبخ غذا با استاندارد روز و طبق سلایق سالمندان عزیز
اعتماد شما افتخار ماست
پاسخ اعتمادتان را به بهترین نحو خواهیم داد
پدران و مادران عزیزتان را برای توانبخشی و نگهداری تخصصی به ما بسپارید
توانبخشی تخصص ماست
سایت:
Www.yarin.ir
Www.yarinhome.com
آسایشگاه سالمندان مهرشهر کرج
بهترین خانه سالمندان در تهران
خانه سالمندان به انگلیسی
خانه سالمندان تهرانپارس
خانه سالمندان شرق تهران
خانه سالمندان شهرك غرب
قیمت پرستار سالمند در منزل
قیمت خانه سالمندان در تهران
لیست خانه سالمندان خصوصی در تهران
هزینه نگهداری سالمند در منزل
09128744593
09128744593
1400/7/21 13:55:06
.jpg)
ساخت دستگاه سینوسی کرکره-پارس رول فرم-09121612740
آخوندی
پارس رول فرم سازنده انواع رول فرمینگ پانل سقفی :
کرکره سینوسی : در دو طرح دو لب پایین با عرض مفید 100 و لبه ایرانتی با عرض مفید 104 و قله های کاملا گرد و منظم با سرعت تولید 15 الی 25 متر در دقیقه . زمان ساخت دستگاه 15 روز می باشد.
ذوزنقه : در سه طرح 6 ، 7 و 8 قله با عرض مفید 100 سانتیمتر با سرعت تولید 15 الی 25 متر بر دقیقه. زمان ساخت این دستگاه 30 روز می باشد.
طرح سفال : در 6 طرح جنوا ، پالرمو ، ایتالیا ، سوئد ، موج دریا و چین با قابلیت تولید ورق با پله های دلخواه 12 الی 100 سانتیمتر و سرعت تولید 2 الی 3 متر در دقیقه و با کیفیت پرس بالا و بدون چروک. زمان ساخت دستگاه 60 روز می باشد.
دامپا (لمبه) : در سه طرح با عمق های 10 ، 15 و 18 میلیمتر با قابلیت تولید ورق های رنگی و روغنی با کیفیت بالا با سرعت تولید 15 الی 25 متر بر دقیقه. زمان ساخت دستگاه 45 روز می باشد.
شادولاین : در دو طرح با کار مفید 100 سانتیمتر و سرعت تولید 15 الی 25 متر در دقیقه . زمان ساخت این دستگاه 30 روز می باشد.
دستگاه ها شامل 1 سال گارانتی و 10 سال خدمات پس از فروش نیز می باشد.
برای دریافت اطلاعات بیشتر و دیدن فیلم کارکرد دستگاه ها از سایت ما بازدید بفرمائید:
www.parsrollform.com
09121612740 آخوندی
09121612740
09121612740
1400/5/19 15:00:32
عبارات مرتبط
تاریخزن
15
تاریخ زن
15
رول به رول
15
چاپگر
14
گشتا صنعت مشهد
14
کد زن
14
صنعت مشهد
14
رل به رل
14
استامپی
13
حرارتی
13
رل برگردان
13
پرسرعت
13
تامپو
12
مکانیکی
12
پرس هیدرولیک
11
ولو coax
10
شیرینک پک
10
ولو کواکس
10
پرس
9
انواع شير MK15 کواکس Coax آلمان
8
انواع شير 2/2 راهه کواکس Coax آلمان
8
نمايندگي Coax
8
شير برقي coax
8
شير برقي کواکس
8
نماينده کوکس
8
نماينده کواکس
8
نماينده شير کواکس coax
8
نماينده coax
8
نمايندگي coax
8
سرویس آسانسور
6